Is Gigacasting (Integrated Die Casting) Good for Automotive Manufacturing
The automotive manufacturing sector is constantly evolving to develop lighter, stronger, and more efficient vehicle designs. One promising technology gaining attention is integrated die casting, also known as gigacasting. This innovative method aims to streamline production processes through a “cast as one” approach. However, realizing the full benefits of gigacasting comes with substantial technological and economic hurdles. This article explores the advantages and disadvantages gigacasting offers, as well as its process and comparison with traditional stamping for car making.
What Is Gigacasting (Integrated Die Casting)?
Gigacasting, also known as Giga casting or integrated die casting, is a new revolution in casting technology. It involves redesigning multiple independent parts that were originally intended to be assembled and then using a large-scale casting machine to cast them into a complete part in one go, thereby directly obtaining an intact component that fulfills the required function.
Process of Gigacasting
1. Evacuation: Firstly, the casting machine closes the mold cavity and extracts the internal air. This step ensures that the metal liquid can be filled in under high pressure without air entering the mold.
2. Metal liquid filling: The metal material in a molten state (usually aluminum alloy) is rapidly injected into the mold cavity through an injection port. This process requires precise control of pressure, speed, and temperature parameters to ensure that the metal liquid can uniformly fill the entire cavity.
3. Solidification: The metal liquid solidifies and becomes a solid part in the mold. During this process, the waterway and oilway systems inside the mold are temperature-controlled to maintain the stability and consistency of the mold.
4. Mechanical processing: After solidification, the casting is usually subjected to further mechanical processing, such as removing the gate, removing burrs and sharp edges, and surface polishing. These processes help improve the accuracy and appearance quality of the part.
5. Cooling and removal: After a specified time, the mold is opened, and the ejection mechanism topples out the casting. Then, the casting is transported to the cooling trough for individual cooling treatment.
6. Inspection and packaging: Finally, the casting is inspected for size and internal performance, and qualified products are packaged, while unqualified products are recycled or reworked.
Advantages of Giga Casting
1) Significant reduction in production line and infrastructure costs:
The casting time for an integrated casting machine is only 80-90 seconds, and it can complete 40-45 pieces per hour, producing 1000 pieces per day. Traditional manufacturing processes for assembling a part take at least two hours, making integrated casting significantly more efficient. Additionally, due to the use of new alloy materials, the surface roughness of castings can reach Ra0.8-3.2μm, which is smooth enough and requires minimal additional mechanical processing.
2) Significant reduction in production time and labor costs:
On average, a welding assembly workshop in China has 200-300 production line workers. By adopting integrated casting technology, the number of technical workers required can be reduced to at least one-tenth of the original, based on the simplified production process.
3) Reduced product weight:
Integrated casting can design a more reasonable product structure, making use of material conditions to achieve weight reduction.
4) Reduced number of molds:
Only one large mold is required to produce multiple products, reducing the number of molds required compared to piece-by-piece casting, which requires a separate mold for each part. This reduces mold manufacturing and maintenance costs.
5) Improved material recovery utilization rate:
In traditional manufacturing processes, the raw materials used for car bodies are complex, resulting in a low recovery utilization rate. For example, in the case of a BMW 7 series, the materials used include traditional steel, as well as an increasing amount of aluminum alloys and high-performance carbon fibers. Due to the mixing of multiple materials in the manufacturing process of the white car body, each piece has different types (steel, aluminum), alloy grades, and metal element contents. After a complete white car body is scrapped, it can only be used as raw materials for steel and aluminum smelting, and cannot be directly remelted to produce new products. However, a one-piece casting car body made of a single material can achieve a material recovery utilization rate of over 95%. Since the one-piece casting parts are made of metal liquid in one go, the material is uniform, and the waste can be directly melted and used to manufacture other products, ensuring high material recovery utilization in the white car body manufacturing process.
6) Shortened vehicle development cycle:
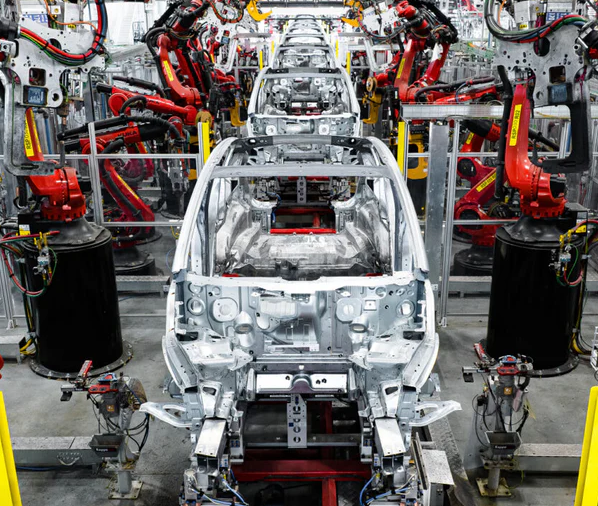
Tesla first used integrated casting technology for the Model Y car body bottom, realizing the integration of parts, and attracting a lot of attention in the industry. Integrated casting technology breaks the traditional automotive body manufacturing mode of stamping and welding, replacing it with a large casting machine, significantly reducing body manufacturing costs, and improving efficiency. Integrated casting can produce multiple products in one mold, significantly increasing productivity. Traditional piece-by-piece casting requires multiple molds, and its production efficiency is lower.
Disadvantages of Giga Casting
1) High initial investment and production line costs:
The initial investment for integrated casting equipment and production lines is extremely high. This technology requires special large-scale casting machines and related auxiliary equipment, which are much more expensive than traditional casting or other manufacturing methods.
2) Shortened lifespan of core molds:
Due to the large amount of metal injection and rapid solidification involved in integrated casting, the mold, especially the core part, undergoes significant thermal and mechanical stress. This results in a significantly shorter lifespan for the mold, requiring frequent replacement and increasing production costs.
3) High requirements for mold precision:
To ensure the quality of large and complex parts, integrated casting requires extremely high precision for the mold. This not only increases the difficulty and cost of mold manufacturing but also requires more frequent maintenance and calibration.
4) High scrap rate:
The scrap rate for integrated casting can be as high as 20%-30%, significantly higher than other manufacturing methods. The main reasons include the higher likelihood of defects in large and complex parts, difficulty in controlling process parameters, high precision requirements for molds, and the potential for deviations, which directly lead to material waste and reduced production efficiency.
5) Poor repair economy:
Due to the one-piece nature of the casting, when a problem occurs in a particular area, it is often necessary to replace the entire part instead of repairing it locally. This significantly increases maintenance costs and reduces product profitability.
6) Difficulty in controlling process parameters:
Integrated casting involves a large amount of metal flowing and solidifying rapidly, requiring very high control over temperature, pressure, and speed parameters. Small changes in parameters can lead to product quality issues.
7) Limited design flexibility:
Although integrated casting can achieve complex one-piece designs, it also limits later design changes and optimization. Once the mold is made, the cost of design modification will be very high.
8) Quality control challenges:
The quality testing of large and complex parts can be difficult, and there may be hidden internal defects that are difficult to detect. This increases quality control difficulty and cost.
9) Demand for professional talent:
Integrated casting technology requires operators to have high-level professional knowledge and rich experience, and such talent is scarce and expensive.
Stamping vs Giga Casting
Stamping, welding, coating, and assembly are traditional automotive manufacturing processes, while integrated casting has its own advantages and disadvantages.
1. Manufacturing process
– Stamping: First, individual parts are produced by stamping, and then these parts are assembled into complex structures through welding.
– Giga casting: In a single process, molten metal is injected into the mold to form a complete complex structure.
2. Degree of part integration
– Stamping: Made up of multiple independent parts, requiring subsequent assembly.
– Giga casting: Formed in one go, highly integrated, reducing the number of parts.
3. Production efficiency
– Stamping: Individual parts can be produced quickly, but overall assembly time is long.
– Giga casting: Individual production time is longer, but assembly time is saved.
4. Weight and strength
– Stamping: The structure is heavier, and welding points may become weak points of strength.
– Giga casting: Lighter structure design can be achieved, and overall strength is more uniform.
5. Precision control
– Stamping: Individual parts have high precision, but assembly may introduce errors.
– Giga casting: Overall precision control is more challenging, but assembly errors are avoided.
7. Material selection
– Stamping: Various metal materials can be used, such as steel and aluminum.
– Giga casting: Mainly limited to easily castable alloy materials.
8. Initial investment
– Stamping: Equipment investment is relatively low, but multiple types of equipment are required.
– Giga casting: Requires large specialized equipment, with high initial investment.
9. Quality consistency
– Stamping: There may be differences between parts, and welding quality may not be consistent.
– Giga casting: Theoretically, batch consistency is better, but individual defect risk is higher.
10. Maintenance and replacement
– Stamping: Individual damaged parts can be replaced.
– Giga casting: Usually requires replacing the entire structure.
11. Surface treatment
– Stamping and welding: Surface treatment may be required after welding.
– Giga casting: Can directly obtain better surface quality.
Is Gigacasting Good for Automotive Manufacturing
Gigacasting offers several advantages for automotive manufacturing, but it also presents considerable challenges that automakers must consider. Gigacasting allows vehicles to be produced with fewer individual parts and integrated more complex structures through a single-step injection molding process. This level of part consolidation dramatically improves production efficiency by eliminating assembly work. It also enables lighter yet stronger vehicle designs. However, gigacasting requires massive investment in specialized equipment that increases initial costs. Furthermore, precisely controlling all the process parameters for large, complex parts introduces quality control issues. The dies have short lifespans due to higher thermal stresses, and troubleshooting problems typically requires replacing entire components rather than just specific parts. Gigacasting also faces higher scrap rates during production ramp-up and depends on large investments that are not easily recouped if issues arise. Overall, gigacasting holds promise for automotive manufacturing by streamlining assembly. However, its technical challenges and financial risks mean it may not be appropriate or viable for all automakers depending on their specific production volumes and quality needs. Do you think it’s good or bad?