What Is Plunge Milling and When to Use
In this comprehensive article, we will delve into the principle of plunge milling and explore the situations in which plunge milling is most effectively employed. We’ll focus on three conditions or applications that use plunge milling. It’s crucial to carefully consider the specific requirements of the job at hand and select the appropriate cutting tool and parameters to ensure successful outcomes.
What is Plunge Milling?
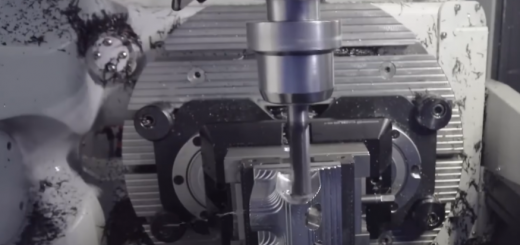
Plunge milling, also known as Z-axis milling, is a highly efficient metal-cutting method in CNC machining. It involves a tool moving vertically down along the Z-axis to cut into the workpiece. This method is suitable for roughing or semi-finishing operations. Plunge milling enables simultaneous relative motion between the workpiece and the tool, resulting in additional relative motion along the cutting direction. This motion enhances surface quality and reduces chip generation. The workpiece is typically stationary, while the tool moves not only in the cutting motion but also has a certain insertion motion during the milling process.
The Working Principle of Plunge Milling
Plunge milling involves a tool having both cutting and insertion movements relative to the workpiece. The cutting movement refers to the primary motion of the tool relative to the workpiece, which includes feed motion and rotational motion. The insertion movement is an additional micro-vibration or drilling motion along the cutting direction during the cutting process. The insertion movement is an additional motion form on top of the cutting movement. Its amplitude is generally between 0.01-0.5mm. The insertion movement effectively reduces single-pass chip thickness, distributes cutting force, reduces deformation of the raw material, and increases the number of cutting edges, thus expanding the effective cutting area and improving cutting efficiency. Additionally, the insertion movement helps remove new chips quickly, preventing accumulation on the cutting surface, and leading to negative effects.
Applications and Specific Cases of Plunge Milling
– Plunge milling is highly suitable for roughing mold cavities. Mold manufacturers need to mill various complex shapes on the entire workpiece to form mold cavities, which are typically achieved via plunge milling.
– Plunge milling is recommended for efficient machining of aerospace parts, particularly for machining turbine blades on three or four-axis milling machines. This method allows for continuous milling from the top to the bottom of the workpiece and generates highly complex surface geometries through simple translations in the X-Y plane.
– Plunge milling is used for machining long, extended parts, such as some large-scale cutting and machining mold parts. This method effectively addresses the machining requirements of long, extended parts, ensuring precision and efficiency.
– In CNC machining centers, plunge milling is applied in the programming of cylindrical cam groove parts. Using cylindrical interpolation functions, complex cylindrical cam grooves can be precisely machined.
When to Use Plunge Milling?
We mainly discuss three scenarios or conditions for using plunge milling.
1. Specific features
Plunge milling is suitable when there is a need to machine irregular shapes like contour faces or conical surfaces. The insertion movement better adapts to different shape requirements. For instance, side features resemble car headlamp light guides, so why use plunge milling?
– The inner surface of the light guide must have high precision and smoothness to ensure light transmission. Conventional milling may not meet this requirement, but plunge milling can achieve excellent surface quality thanks to insertion movement.
– The inner space of the light guide is narrow, making chip removal difficult. However, plunge milling helps clear chips effectively during the machining process, preventing interference with subsequent machining.
– The light guide shape and size require high precision, making it challenging to complete in a single process. Plunge milling can achieve precise control through multiple corrections and gradual completion.
– Light guide materials are typically difficult-to-cut materials like aerospace aluminum or PMMA. Single-pass thickness may be too large, causing mechanical issues. Plunge milling can alleviate this problem.
– The light guide requires complex three-dimensional non-circular profile curves. Plunge milling has good adaptive machining capabilities, meeting this requirement.
– The efficiency and distribution of light and light lines need precise control through machining. Plunge milling’s ability to create more complex paths is beneficial for this purpose.

When machining highly precise and delicate parts like car headlamp light guides, it’s crucial to optimize cutting tools and machining parameters:
– Tool shape: Use hollow or low-rake-angle sharp tools for easy entry into long, narrow light guides.
– Tool material: Choose hard and sharp tool materials like acid-etched hard alloys, which benefit concave surface machining.
– Tool size: Select thin, long tools based on component requirements, ensuring sufficient tool length for complete machining.
– Insertion depth: Appropriately reduce insertion depth, typically 0.02-0.1mm, to prevent excessive cutting force from damaging the part.
– Feed rate: Lower single-pass feed depth, typically 0.05-0.2mm/rev, to reduce stress and increase precision.
– Cutting speed: Increase tool rotation speed, such as 4000-6000rpm, to promote chip separation and improve efficiency.
– Clearance angle/path: Optimize tool clearance angle and insertion path, matching the light guide shape for precise machining.
Additionally, it’s appropriate to reduce chip load and use cutting fluid to protect delicate parts, ensuring uniform chip length.
2. Deep cavity or deep groove machining
When machining deep cavities or deep grooves, plunge milling can help quickly and effectively remove new chips from deep locations, preventing accumulation and obstruction. It also reduces single-pass cutting depth, increasing machining precision. Traditional milling in deep parts has larger cutting depths, which may cause deformation; plunge milling can complete the entire process in batches. Plunge milling reduces machining force, minimizing errors, and distributing the main cutting force, improving deep-part shape and size consistency. Plunge milling can gradually correct deep-groove inner wall shapes and sizes using repeated insertion paths, making it easier to meet precision requirements. Insertion movement adapts well to precise machining of various deep-groove inner contour shapes.
Plunge milling has specific applications in deep cavity machining:
– Honing cylinder walls: such as engine cylinders or turbine blade roots, requiring high-precision honing.
– Valve body cavities: valve bodies require complex flow channels, which can be precisely milled using plunge milling.
– Groove cavity surfaces: such as machine seats requiring deep grooves, plunge milling can meet precision requirements.
– Drill hole walls: especially deep holes or holes requiring complex flow shapes, plunge milling demonstrates good adaptive capabilities.
– Cooling channels: machine seats requiring complex cooling channels in deep parts, plunge milling can achieve precise machining.
– Pressure vessel inner walls: if pressure vessels or reservoirs require high-precision mirror inner wall machining, use plunge milling technology.
– Dial gauge slot channels: requiring precise detection channels on the dial, plunge milling can perfectly solve this. Other scenarios require precise structures in deep parts, such as aerospace engine combustion chambers.
When using plunge milling for deep cavity machining, tool length has the following impacts:
– Insufficient tool length cannot cover the entire machining depth, making it impossible to complete the entire deep-hole formation process.
– Too short a tool has a large single-pass cutting depth in deep cavities, reducing efficiency. It’s also difficult to distribute cutting force, affecting surface quality.
– Too long a tool has limited active range in deep cavities, restricting insertion motion amplitude and preventing full utilization of plunge milling advantages.
– Excessively long tools risk separation, increasing the likelihood of vibration affecting machining quality.
– For complex deep cavity structures, select tools capable of machining different regions.
3. The part with high precision requirements in a long program
One important reason for using plunge milling is the ability to execute a segmented machining program. Plunge milling programs generally require longer machining time than conventional milling due to repeated insertion movements. However, plunge milling has an advantage: it can decompose a complete machining program into multiple smaller machining segments for execution. Each segment has a relatively shallow depth and range, requiring lower shape and size precision. Repeating multiple segments can achieve precise surface or part machining, which is easier to operate and control than completing the entire surface in a single conventional milling process. If a specific portion of the program particularly requires high precision, select more segmented small machining sections for plunge milling in that area. This allows for repeated fine-tuning in the critical region, achieving higher local precision requirements than the overall program.