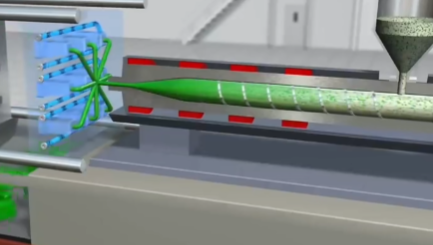
Why Does the Die-Casting Mold Runner Have to Turn?
Do you know why the two intersections in the middle of the die-casting mold turn? There are many reasons. The risk of air entrainment is extremely high. The intersection in the middle is turned to slow down the flow rate of this part of the molten metal. The turning design can improve product quality and mold life, which is an important and indispensable detail in die-casting mold design. After the material is formed in the mold, due to some bending parts, the finished product is easier to remove from the mold without getting stuck. Direct right-angle conversion will cause pressure to concentrate at the corner position, which makes it easy to produce plastic filling and residual finished products. Increasing the turning radius can slow down the pressure change and reduce the residual rate. The turning design is conducive to a more uniform and orderly filling of the material in the mold cavity, reducing the possibility of insufficient filling. Compared with the right angle, the turning design brings relatively less mechanical stress to the mold during use and maintenance, which is conducive to extending the mold life cycle. The turning can flexibly arrange the position of the channel and the vent hole, which is convenient for the internal structure design of the mold. The appearance of the product will not have obvious sharp angles, but the curved lines are more beautiful and slender. This is also a factor that needs to be considered for some products.
What other applications do you think the corner design has in die-casting molds? Through reasonable corner design, the structural function and visual modification effect of the product can be well demonstrated. The corner design can be applied to the following products in die-casting molds:
- 1. Electrical product shell: such as mobile phone shell, TV shell, and other common arc line designs.
- 2. Auto parts: such as engine parts, door handles, seats, etc. can use curved lines to achieve structural optimization.
- 3. Home appliance parts: such as washing machine shells, refrigerator door handles, and air conditioning vents can all adopt curved design.
- 4. Industrial machinery components: such as machine tool protection cover, plunger valve, and other parts that require solid structure support.
- 5. Building materials products: such as balcony guardrails, railings and other places that require visual beauty are suitable for using curved lines.
- 6. Metal furniture: such as chair legs, headboards and other parts that require strength support can use corners.
- 7. Metal art products: such as vases, sculptures, and other product designs that require a sense of dynamic bending.
- 8. Pipes and pipe fittings: such as water pipe elbows and pipe clamps, etc. are suitable for processing and forming using corners.
- 9. Office furniture: such as navigation handles, filing cabinet door handles, etc. can all use beautiful curves.
- 10. Watch products: The arc treatment commonly used in the appearance design of watch cases can also be applied to mold design.
Which Materials Require Die-casting Mold Runner Bends?
Materials with poor fluidity or poor processability, as well as complex products that require full infusion, are suitable for optimizing the runner structure using a bent design.
- – Aluminum alloy: Aluminum has good fluidity when it is liquid, and bends can make the fluid flow smoothly into various positions of the mold cavity.
- – Copper alloy: Copper has good thermal conductivity, and bends are needed to balance the temperature distribution of the fluid.
- – Magnesium alloy: Magnesium is more likely to produce residues during processing, and bends can relieve pressure concentration.
- – Zinc alloy: Zinc has poor fluidity during liquid, and bends are conducive to guiding uniform flow.
- – Lead alloy: Lead has soft properties, and bends can prevent ripples on the surface of the product due to pressure.
- – Molybdenum alloy: Molybdenum is difficult to fill due to its properties. Setting a reasonable bend can help to fully pour.
- – Titanium alloy: Titanium is active in the liquid process. Bends can relieve stress and concentration and avoid problems such as shrinkage.
- – Brass: Brass has insufficient fluidity. The flow path can be increased by bend design.
- – Stainless steel: Stainless steel has poor fluidity and needs to be used as a fluid guide.
How to Choose the Appropriate Bend Angle and Shape?
Generally speaking, a 15-30mm arc bend radius and a 20-45 degree bend angle are widely used. When choosing the bend angle and shape of the runner, some factors need to be considered, such as:
1. Material type and fluidity
Different materials have different fluidities. It is necessary to select a suitable bend radius according to the material to facilitate smooth flow.
2. Flow field changes
Too large or too small bend angles will cause flow rate blockage or excessive flow, affecting quality. Usually 15-45 degrees is appropriate.
3. Casting pressure
Select a larger radius under high pressure and a smaller radius under low pressure. Avoid problems caused by pressure changes.
4. Turning shape
The arc shape is smooth, semicircle or multiple arcs are also acceptable. Ellipse is also widely used.
5. Position factor
Consider the position of the elbow, it should be smooth with the mold cavity and easy to get out and difficult to get in.
6. Test verification
Test different parameters on the actual machine, observe the flow state and select the best solution.